滑块结构设计全解 – 干货分享,建议收藏
一、滑块的核心作用
- 一句话定义:解决产品侧面倒扣、孔槽无法直接脱模的问题。
- 核心逻辑:开模方向与滑块移动方向垂直。
- 动作流程:开模 → 滑块侧向抽芯(脱离倒扣) → 顶出产品。
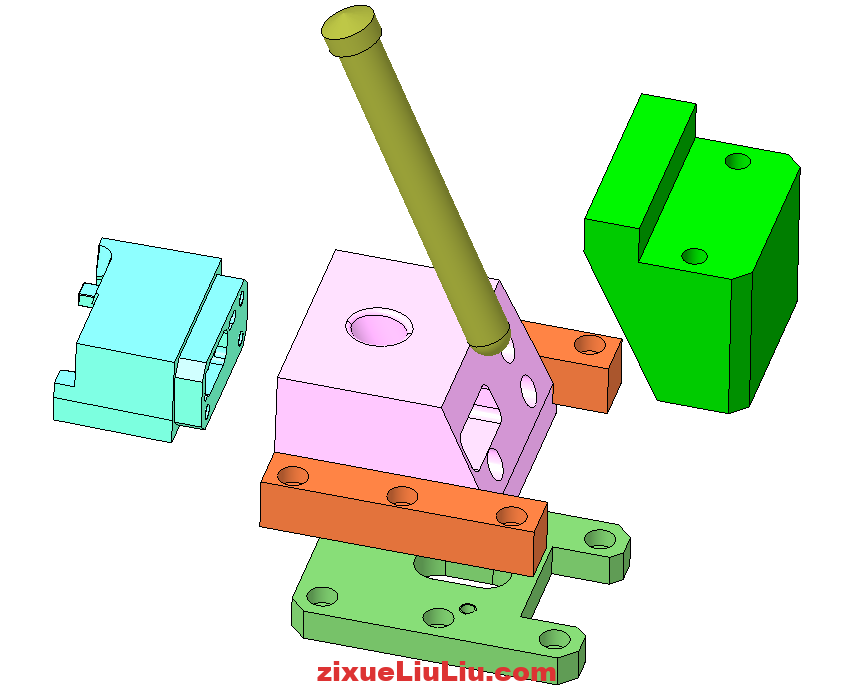
二、标准结构:6大核心部件
- 铲基(锁紧块):注塑时锁死滑块,抗压防飞边。
- 斜导柱(斜销):开模动力源,驱动滑块移动。
- 滑块本体(行位座):承载镶件,在导轨上滑动。
- 滑块镶件(入子):直接成型产品,易损需单独制作。
- 压条(耐磨块):导向与减磨,防止滑块磨损座体。
- 限位装置:开模后固定滑块位置,确保合模顺利。
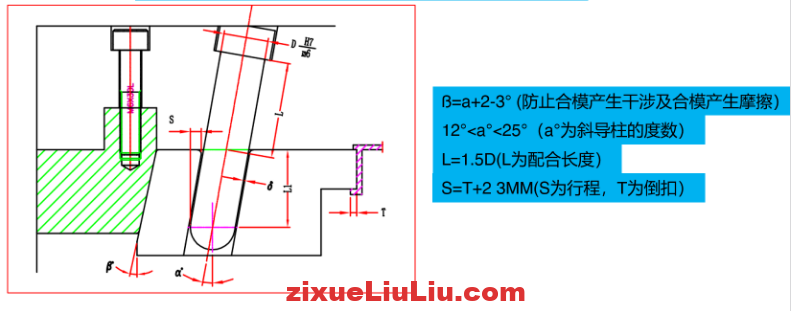
三、黄金设计参数(必背)
| 参数项 | 推荐数值/公式 | 避坑指南 |
|---|---|---|
| 抽芯距离 | 实际深度 + 2~3mm | 必须留安全余量,否则刮伤产品。 |
| 斜导柱角度 | 15°~20° (最大不超22°) | 角度越大受力越大,易断裂或卡死。 |
| 铲基角度 | 斜导柱角度 + 2°~3° | 确保合模时先锁紧,开模时先脱离。 |
| 配合间隙 | 0.02~0.04mm | 间隙过大飞边,过小烧死。 |
四、避坑三要素
- 锁紧要稳:铲基必须比斜导柱角度大,保证注塑压力下不后退。
- 导向要准:底部必须加耐磨块(压条),严禁滑块直接与模板摩擦。
- 冷却排气:镶件内部尽量走水路防缩水;分型面必开排气槽(深0.02~0.03mm)防烧焦。
五、极简口诀
抽芯余量留三毫,角度莫超二十五。
铲基角度加两度,耐磨导向不能无。
水路排气要到位,限位精准不撞模。
——————————————————————
点击 –>>:学习资料,免费领取全套塑胶模具设计学习资料!
作者简介:UG老陈,从事高精密塑胶设计15年!
回答0